Incineration

Incineration is the thermal destruction of waste. It is as old as throwing food wastes on a wood fire, and in many developing nations, garbage is still routinely burned in drums and boxes on city streets. Modern incineration systems use high temperatures, controlled air, and excellent mixing to change the chemical, physical, or biological character or composition of waste materials. The new systems are equipped with state-of-the-art air pollution control devices to capture particulate and gaseous emission contaminates. There are still many health concerns connected with incineration systems, especially for populations living near incinerators. However, the stringent regulations that have been enacted by federal and state regulators ensure that the design, operation, testing, and maintenance of these systems provide maximum safety and minimum risk to the surrounding area and inhabitants.
In 1992 the United States had 190 operating incinerators with a design capacity of 114,339 tons/day and an annual capacity of 35.5 million tons. Germany, which has the highest concentration of incinerators in Europe, has 53 units with an annual capacity of 10.7 million tons.
Incineration can be adapted to the destruction of a wide variety of wastes. This includes but is not limited to household wastes, often referred to as municipal wastes, industrial wastes, medical wastes, sewage, Superfund soils and liquids, and the hazardous wastes (liquids, tars, sludges, solids, and vent fumes) generated by industry. Unlike many other methods of waste disposal, incineration is a permanent solution. The major benefit of incineration is that the process actually destroys most of the waste rather than just disposing of or storing it.
Many local community incinerators were built after World War II. The suburban communities surrounding large urban centers selected incineration as the method of disposal over landfills. There was a lack of consideration of exhaust emissions from these units in the original designs: Tall stacks were used for dispersion rather than proper air pollution controls. The combustion furnaces operated at high excess air levels resulting in lower temperatures, incomplete combustion and high levels of carbon monoxide and unburned hydrocarbons. Typical conditions surrounding these facilities were high soot and odor levels as well as corrosion from acid gas deposition. It was an unhealthy and unsafe environment for the neighbors.
This created the well-known NIMBY syndrome—"Not in My Backyard." In the 1960s and 1970s, more units were shut down than planned for new construction. The Resource Recovery Act (RRA) was passed in 1965, followed by the Clean Air Act (CAA) in 1970, the Resource Conservation and Recovery Act (RCRA) in 1976, the Hazardous and Solid Wastes Amendments (HSWA) in 1984, and the Maximum Achievable Control Act (MACT) in 1999. New and existing systems require the proper controls for combustion and air pollution control to receive a construction, retrofit, and operating permit. This has reduced the past concerns about health and the environment surrounding these facilities. Incinerator regulations in the twenty-first century are considered the most stringent of all types of combustion and energy recovery systems. They are also the most protective for the health and environment of local communities.
Combustion
Waste incineration involves the application of combustion processes under controlled conditions to convert waste materials to inert mineral ash and gases. The three Ts of combustion (temperature, turbulence, and residence time) must be present along with sufficient oxygen for the reaction to occur:
- The burning mixture (air, wastes, and fuel) must be raised to a sufficient temperature to destroy all organic components. The combustion airflow is reduced to the minimum level needed to provide the oxygen for the support fuel (gas, oil, or coal) and the combustible wastes without forming high levels of CO and unburned hydrocarbons. This will raise the temperature to the level needed for good combustion.
- Turbulence refers to the constant mixing of fuel, waste, and oxygen.
- Residence time is the time of exposure to combustion temperatures.
- Oxygen must be available in the combustion zone.
Types of Incinerators
Waste incinerators are used to destroy solids, sludges, liquids, and tars. Depending upon the physical, chemical characteristics of the waste and the handling they require, different incinerator designs will be applied. Solids, sludges, and tars are incinerated in fixed-hearth and rotary kiln incinerators. Liquids may also be burned in these systems and used as support fuel. In many plants where liquids are the primary wastes, liquid injection incinerators are used. Boilers, process furnaces, cement kilns, and lightweight aggregate kilns also utilize the energy available from liquid wastes and burn liquid wastes as well as the fossil fuels (natural gas and oil).
Fixed-Hearth Incinerators. Fixed-hearth incinerators are used extensively for medical and municipal waste incineration. Fixed hearths can handle bulk solids and liquids. A controlled flow of "underfire" combustion air (70 to 80 percent of the theoretical air required) is introduced up through the hearth on which the waste sits. Bottom ash is removed by dumping into a water bath.
Unburned combustibles and high levels of carbon monoxide and hydrogen exit above the hearth. These volatiles are oxidized in the combustion zone where overfire air provides sufficient excess air and residence time at temperature to ensure complete burnout. The three Ts of combustion and oxygen provide high combustion efficiency. Natural gas or oil is supplied to maintain temperatures as high as 2,000°F. In some large municipal waste combustors, called waste-to-energy plants, heat recovery boilers are used to generate steam for electric generation. These plants are also referred to as trash-to-steam plants. All incinerator systems are now regulated by exhaust emissions. Air pollution control systems are installed to control emissions of particulate matter including metals and ash, hydrocarbons including dioxins and furans, and acid gases created from the combustion of wastes containing chlorine, sulfur, phosphorous, and nitrogen compounds.
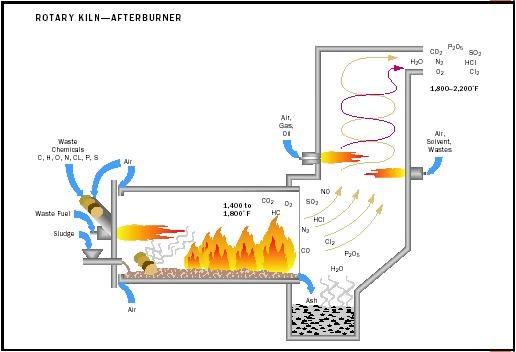
Rotary Kiln Incineration. Solid wastes as well as liquid wastes generated by industry are destroyed by on-site and commercial-site rotary kiln incinerator systems. The rotary kiln is a cylindrical refractory -lined shell that is rotated to provide a tumbling and lifting action to the solid waste materials. This exposes the waste surface to the flames from fuel burning as well as liquid waste burning in the rotating kiln. Flames will also be generated over the surface of waste solids exposed to the heat and incoming air. Pumpable sludges and slurries are injected into the kiln through nozzles. Temperatures for burning vary from 1,300 to 2,400°F. Lower temperatures are often necessary to prevent slagging of certain waste materials.
The rotary kiln provides excellent mixing through a rotating-tumbling action that distributes heat evenly to all the waste materials contained within it. The kiln is the primary combustion chamber (PCC) where organic compounds in the wastes are volatilized and oxidized as air is introduced into the kiln. The unburned volatiles enter the secondary combustion chamber (SCC) along with the hot products of combustion from the PCC where additional oxygen is introduced and ignitable liquid wastes or fuel can be burned. Complete combustion of the volatized waste from the PCC, liquid wastes and fuel occurs in the SCC.
Liquid Injection. The chemical industries generate liquid wastes that contain toxic organics. Typical wastes from the agricultural and pharmaceutical plants may contain compounds such as chlorinated benzenes, vinyl chloride, toluene, phosphorous, and naphthalene. On-site liquid injection incinerators are used to destroy these wastes. Liquid injection incinerators are refractory-lined
chambers, generally cylindrical in shape and equipped with a primary combustor and often secondary injection nozzles for high-water-content waste materials. The liquids are atomized through nozzles, exposed to high temperature fuel burner flames, vaporized, superheated, and when combined with air in a turbulent zone attain temperature levels from 1,800 to 3,000°F. Residence time in the chamber is based on the flow volume of these combined products of combustion (fuel, air, and liquid wastes) in actual cubic feet per second. The physical volume of the chamber in cubic feet determines the total time of these gases in the chamber. This time may vary from 0.5 seconds up to 2.5 seconds. The toxic organic components of the liquid waste are oxidized to carbon dioxide, water vapor, oxygen, nitrogen, and acid gases. Acid gases formed are cleaned from the exhaust stream by wet scrubbers , thus allowing clean products to leave the exhaust stack. Incineration has resulted in the ultimate answer to the disposal of these waste materials.
Emission-Control Systems
A great amount of effort has gone into the proper design of air pollution control systems associated with incinerators. Most liquid injection incinerators generate acid gases: hydrogen chloride, sulfur oxides, nitrogen oxides, and others. A proper scrubber is required for the absorption of acid gases.
In systems burning solid and liquid wastes, the wastes may contain toxic metals such as arsenic, beryllium, cadmium, chromium, lead, and mercury.

| Parameter/Components | SDA a | Venturi | Packed Bed | Dry ESP b |
| a Spray Dryer absorber | ||||
| b Electrostatic Precipitator | ||||
| c When used with a baghouse or ESP | ||||
| d Storage and Treatment | ||||
| Particulate Removal | Poor to Fair | Good | Poor | Excellent |
| Heavy Metal Removal | Excellent c | Good | Poor | Good |
| Acid Gas Removal | Good to Exc. | Good | Excellent | Poor |
| Residue | Fly Ash | Scrub Liquor | Scrub Liquor | Flyash |
| Auxiliary Equipment | Baghouse Ash | Demister | Demister | Ash Handling |
| Needed | Handling | Liquid S&T d | Liquid S&T | |
| Turndown | 3:1 | 2:1 | 5:1 | 5:1 |
| Plume Suppression | Easy | Difficult | Difficult | Easy |
| Pressure Drop | Low | High | Moderate | Low |
| Capital Cost | Moderate | Low | Low | High |
Particulates that form may be submicron in size and carried in the combustion gases. These particulates are removed in high-efficiency scrubbers. Wet scrubbers are also used to neutralize acid gases formed from burning wastes containing chlorine, sulfur, phosphorous, and nitrogen compounds. Dry scrubbers are typically bag filters. Most recent larger systems incorporate spray dryers for acid-gas removal followed by baghouses for ash-particulate removal. When wet packed tower absorber scrubbers are used for HCl, SO x , and NO x scrubbing, a lean acid solution is generated that is then delivered to a lagoon for neutralization with caustic or lime solutions prior to discharge to the plant's wastewater treatment system. See the table for a comparison of scrubber types used for waste incineration.
SEE ALSO H AZARDOUS W ASTE ; M EDICAL W ASTE ; S OLID W ASTE ; W ASTE TO E NERGY .
Bibliography
American Society of Mechanical Engineers. (1984). Hazardous Waste Incineration: What Engineering Experts Say, Vol. 32. New York.
Oppelt, E.T. (1987). "Incineration of Hazardous Waste—A Critical Review." Journal of the Air Pollution Control Association 37(5):558–586.
Santoleri, J.J. (1985). "Design and Operating Problems of Hazardous Waste Incinerators." Environmental Progress 4(4):246–251.
Joseph J. Santoleri
-Brad